1. ホスト変数の頻度速度の規則、松下電器産業PLCのタッチ画面の制御システム、自動の自動長さの設定、警報操業停止カウント
2. フレームは16mmの鋼板構造を採用する、十字の切刃の座席は重い投げられた構造を採用し、ガイド・ローラは動的バランスの処置のアルミ合金のガイド・ローラを採用する
3. 牽引を置くドライブはサーボ・システム ドライブ シャフト制御を採用し、供給の牽引方法はモーター運転されたスプロケット ドライブ牽引である
4. この機械は横断理想的で大規模なシート材料および高精度な、最高速度および滑らかで物質的なコレクションが付いている縦方向切断装置である
ホストの部品
(5)棚は16を#良質の鋼板構造採用する
1) 牽引装置:
(1)構造タイプ:活動的な牽引の受動の圧縮のタイプ
(2)牽引の基盤は採用する投げる構造(セット1)を
(3)牽引のローラーはゴム製 ローラー(指定を採用する:× 4部分の) φ八十五の1150mm)
(4)圧縮方法はシリンダー制御を採用する
(5)伝達ガイド・ローラはアルミニウム ガイド・ローラ(指定を採用する:× 3部分の) φ 70の1150mm)
(6)伝達ガイド・ローラは調節のために上下に引張ることができる
(7)モーターは採用する1.5KW (セット1)の三相非同期可変的な頻度モーターを
(8)頻度コンバーターは採用する1.5kw Geetek (1単位)を
(9)供給はコンベヤー ベルトによって制御される
(10)全体の装填装置は変位センサーによってインテリジェント制御。
2) 装填装置:
1. 積極的に方法を置くサーボ機構を採用しなさい
2.4.4kw Invitonのサーボ モーター、運転者(1つはセット)
3. 全体の産業制御システムは方法を運転するデジタル産業制御システムを採用する:主要なモーターは活動的なローラーの位置を運転する
4. 伝達は同期ベルトおよび同期車輪伝達メカニズムを採用する
5. フィード ローラーは上部および下の滑らかなゴム製 ローラーの構造を採用する。
3) 装置の切断:
(1)方法を切ること:修理されるナイフ上部のナイフの活動的な切断を下げなさい
(2) cutterbed投げられた重い構造を採用する:
(3)線形ガイド・レール(2組)
(4)オイルの容器(2部分)
潤滑油はリサイクルすることができる
(5)上部および下のナイフはストリップのナイフが付いている輸入された釣り合った鋼鉄ナイフ(2組)から成っている
(6)用具(指定の厚い×の広い×の長さ:15 × 80の× 1150mm)
(7)縦方向切断円形のナイフは良質の鋼鉄(2組)から成っている
(8)操作方法:手動で用具の位置を調節しなさい
(9)主要な転送方式:主要なモーター伝達は変速機によって風変りな車輪連結を運転するために一致し切削工具を動かすために連接棒は交換する
(10)主要なモーターは採用する上海(1.5kw)の可変的な頻度速度制御モーターを
(11)頻度コンバーターは採用するGeetek (1.5kw 1単位)を
(12)伝達は同期車輪伝達メカニズムを採用する
(13)風変りな車輪(2セット)
(14)連接棒(2部分)
物質的な受け入れのプラットホームはコンベヤー ベルトの自動供給機能を採用する;
(1)終了するシートの数は松下電器産業PLCによって制御され、シートの一定数は分類区域に自動的に送られる。機械は自動的に普通動き、作動することを容易にlabor-savingする
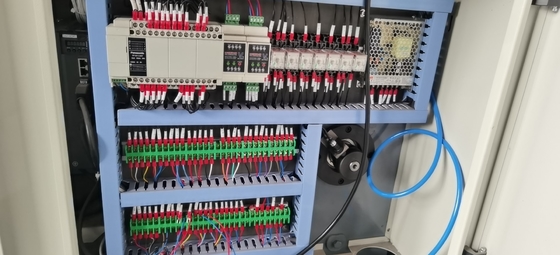
3. 電気制御部品:(並行して接続される制御およびホスト)全体の機械は松下電器産業PLCの産業制御システムを採用し、タッチ画面は台湾Weilunによって制御される
(1)この機械の制御システムはホスト制御に大体分けることができる。
(2)ホスト制御:主要な運動制御、牽引制御、供給制御、および制御を切ることを含んで。
(3)カウントのための電子メートルのカウンターと装備されていて;警報操業停止;自動固定長は、指し、機能を指摘する。
(4)上で電装品はChintから選ばれる;シュナイダー ブランドから選ばれるスイッチ
4. 支持設備:(責任があるユーザー)
(1)電気源:三相四線式空気スイッチ:電圧380V/50Hz
物質的な排出の棚装置;



 Japanese
Japanese